1. Fiber lazer kesim makinelerinin geleneksel kesim makinelerine kıyasla avantajları nelerdir?
C: Fiber lazer kesim makineleri, hızlı kesim hızı, yüksek hassasiyet, ısıdan etkilenen küçük bölge, güçlü malzeme uyarlanabilirliği, düşük işletme maliyetleri ve basit bakım avantajlarına sahiptir.
2. Lazer kesim makinesinin kesim kalitesi nasıl sağlanır?
C: Kesim kalitesini sağlamanın anahtarı, uygun lazer gücünü, kesim hızını, odak konumunu ve yardımcı gazı seçmektir. Aynı zamanda, ekipmanın bakımını düzenli olarak yapmak ve optik bileşenleri temiz tutmak da çok önemlidir.
3. Lazer kesim makinesinin çalışması sırasında güvenlik önlemleri nelerdir?
C: Operatörlerin lazer hasarını önlemek için güvenlik gözlükleri gibi uygun koruyucu ekipman kullanmaları gerekir. Ekipman sabit bir çalışma ortamına yerleştirilmeli ve tüm güvenlik koruma cihazlarının düzgün çalıştığından emin olunmalıdır.
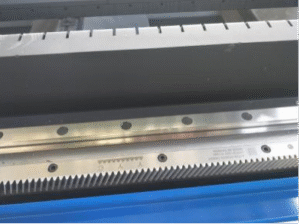
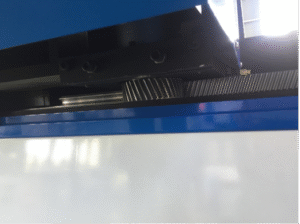
4. Açık tip çift sürücülü bir fiber lazer kesim makinesinin bakım maliyetleri nelerdir?
C: Geleneksel kesim ekipmanları ile karşılaştırıldığında, fiber lazer kesim makinelerinin bakım maliyetleri daha düşüktür. Başlıca bakım görevleri arasında optiklerin temizlenmesi, kılavuz rayların ve dişli raflarının aşınmasının kontrol edilmesi ve soğutma sıvısının düzenli olarak değiştirilmesi yer alır.
5. Farklı kalınlıktaki metal malzemeleri keserken lazer gücü nasıl seçilir?
C: Farklı kalınlıktaki metal malzemeleri keserken, uygun güce sahip lazerler seçilmelidir. Genel olarak, malzeme ne kadar kalınsa, gereken lazer gücü de o kadar yüksek olur. Ancak malzemenin aşırı ısınmasını veya kesim kalitesinin düşmesini önlemek için kesme hızını ve ısıdan etkilenen bölgeyi de göz önünde bulundurun.
Dört yaygın sorun çözümü
Ülkemizde endüstriyel teknolojinin sürekli gelişmesiyle birlikte, lazer kesim teknolojisi çeşitli işleme endüstrilerinde yaygın olarak kullanılmaktadır ve lazer kesim makineleri diğer kesim işlemlerinin sahip olmadığı avantajlara sahiptir. Geniş kesim aralığı, hızlı kesim hızı, iyi esneklik ve güçlü işleme kabiliyeti ile kesim kalitesi birinci sınıftır. Bununla birlikte, lazer kesim sırasında eksik kesim, pürüzlü yüzey, çapaklar vb. gibi sorunlar da vardır. Bu sorunları gidermek için genellikle aşağıdaki profesyonel işleme yöntemleri benimsenir.
A. Burr sorunları
Çapak oluşumu, lazer kesim kalitesini belirlemede çok önemli bir faktördür, çünkü çapakların giderilmesi ek çalışma gerektirir. Bu nedenle, çapakların miktarına ve derecesine göre kesim kalitesini görsel olarak değerlendirebiliriz.
Çözümler
İlk olarak, lazer çıkışında herhangi bir sorun olup olmadığını, noktanın çok yuvarlak olup olmadığını ve noktanın nozülün merkez deliği ile eş eksenli olup olmadığını kontrol edin. Dairesel bir nokta, lazer enerjisinin yanal dağılımının düzgün olduğunu ve lens tarafından odaklandıktan sonra oluşan ışık noktalarının enerji dağılımının da daha düzgün olduğunu gösterir, bu da daha iyi kesim kalitesine yol açar; Nokta ile nozul merkez deliği arasındaki koaksiyellik ne kadar iyi olursa, kesim kalitesi de o kadar iyi olur.
İkinci olarak, lazer iletim işlemi sırasında kesim kalitesini etkileyen küçük parçacıklar, toz, sıçrayan kalıntılar veya diğer nesneler olup olmadığını ve mercekte çıplak gözle kolayca görülemeyen küçük çatlaklar olup olmadığını kontrol edin, bunların tümü lazer gücünün iletimini etkileyebilir.
Sadece yukarıdaki iki kontrolü tamamladıktan sonra lazerin kendisinin iyi durumda olup olmadığını belirleyebiliriz. Ardından işlem parametrelerinin ayarlanması gelir.
Paslanmaz çelik lazer kesiminden sonra oluşan çapaklar, çıkarılması çok zaman alan ve aynı zamanda iş parçasının görünümünü etkileyen belirli bir sertliğe sahiptir. Temel nedeni ele almak en iyisidir: gazın saflığı çok önemlidir ve en iyisi çelik silindir gazı kullanmamaktır. İkinci olarak, kesme parametrelerinin optimum seviyeye ayarlanması ve hava basıncı, akış hızı, odak uzunluğu ve kesme hızı gibi faktörlerin birçok kez ayarlanması gerekir.
Ekipman+gaz+parametreler (optimuma ayarlanmış)=iş parçalarının daha az çapakla kesilmesi
B. Pürüzlülük sorunu
Kesitlerin lazerle kesilmesi dikey oluklar oluşturacaktır ve olukların derinliği kesme yüzeyinin pürüzlülüğünü belirler. Oluklar ne kadar sığ olursa, kesme bölümü o kadar pürüzsüz olur. Pürüzlülük sadece kenarların görünümünü etkilemekle kalmaz, aynı zamanda sürtünme özelliklerini de etkiler. Çoğu durumda, pürüzlülüğü en aza indirmek gerekir, bu nedenle doku ne kadar sığ olursa, kesme kalitesi o kadar yüksek olur.
Çözümler
Karbon çeliğinin kesilmesinde genellikle ince levha kesitlerinin yetersiz parlaklığı ve kalın levhaların pürüzlü kesitleri gibi sorunlarla karşılaşılır.
Genel olarak, 1000W'lık bir lazer karbon çeliğini 4 mm parlaklığa kadar kesebilir, 2000W 6 mm ve 3000W 8 mm'dir.
C. Deformasyon problemi
Lazer kesiminde, kesiğin yakınındaki alan ısıtılır. Aynı zamanda metalin yapısı da değişime uğrar. Örneğin, bazı metaller sertleşebilir.
Çentikler ve korozyon, kesilen kenarın yüzeyinde olumsuz etkilere sahiptir, görünümü etkiler ve genellikle kaçınılması gereken kesme hatalarında ortaya çıkarlar. Kesme işlemi parçanın aniden ısınmasına neden olursa, parça deforme olacaktır.
Çözümler
Bu özellikle hassas işlemede önemlidir, çünkü buradaki konturlar ve bağlantı parçaları genellikle milimetrenin sadece birkaç onda biri genişliğindedir. Lazer gücünü kontrol etmek ve kısa lazer darbeleri kullanmak, parçanın ısınmasını azaltabilir ve deformasyonu önleyebilir.
D. Malzeme renk değişikliği sorunu
Kesme sırasında paslanmaz çeliğin kesme kenarına yakın renk değişimi, esas olarak malzemenin yüksek sıcaklıklarda oksidasyonundan kaynaklanmaktadır. Paslanmaz çelik sadece yüksek sıcaklığa dayanıklı bir malzeme değil, aynı zamanda zayıf termal iletkenliği nedeniyle bir yalıtım malzemesidir. Bu malzemeleri kestiğimizde, yavaş termal iletkenlikleri nedeniyle, daha yüksek sıcaklıklar üretilir ve kesiğin yakınında birikir, bu da paslanmaz çeliğin yüksek sıcaklıklarda havada oksitlenmesine neden olur. Sıcaklık ve oksidasyon derinliği değişmekte ve farklı renkler ortaya çıkmaktadır. Buna ek olarak, yavaş kesme hızı, yanlış odaklanma ve düşük gaz saflığı, levhanın yüzeyinde renk değişikliğine neden olabilir.
Çözümler
1. Malzeme çok sıcak, malzemeyi soğutun.
2. İlerleme hızı çok düşük, ilerleme hızını artırın.
3. Malzeme lazer kafasının odak uzunluğuyla eşleşmiyor. Odak uzunluğunu test etmek ve ayarlamak için bir yer belirleyici kullanın.
4. Hava basıncı çok düşük, hava basıncını artırın.
5. Azot oksijen safsızlıkları içerir, bu nedenle yüksek kaliteli ve yüksek saflıkta azot kullanın.
E. Eksik kesme problemi
Lazer kesim karmaşık bir işlemdir ve kesimin tam olarak nüfuz edemediği durumlarla karşılaşmak yaygındır. Numunenin kesilememesinin birçok nedeni vardır, bunlardan en yaygın olanı lazer gücünün azalması veya lamba tüpünün eskimesi, bu da lazer ışınının yetersiz enerjisiyle sonuçlanır ve numunenin kesilmesine neden olur. Aşırı kesme hızı, zayıf odaklama etkisiyle sonuçlanan odaklama merceğindeki hasar, yanlış optik yol ve dengesiz voltaj, lazer kesimin geçememesinin nedenleridir. Elbette, malzeme sorunları, yardımcı gazların yetersiz basıncı ve su bulanıklığı nedeniyle soğutma sisteminin zayıf soğutma etkisi gibi numunenin kesilmemesine neden olabilecek birçok faktör de vardır.
Çözümler
1. Kesme hızını uygun şekilde azaltmak için, kirlenmiş reflektörü zamanında ve makul bir şekilde temizleyin ve odaklama merceğini değiştirin.
2. Yanlış optik yol sorunu için, optik yolu yeniden ayarlayabilir ve lazer kağıt üzerinde nozülün merkezi ile eş merkezli bir noktaya vurana kadar odak uzunluğunu ayarlayabilirsiniz.
3. Bakır ve alüminyum keserken, yüksek yansıtma sorununu gidermek için yüzeyini önceden parlatmak veya emici malzemeler uygulamak en iyisidir.
4. Nozulun içindeki yabancı cisimleri düzenli olarak temizleyin, yardımcı gazın basıncını artırın ve soğutma sistemindeki damıtılmış suyu zamanında değiştirin.
Fiber lazer kesim makineleri nasıl daha iyi kullanılır?
Teknolojinin sürekli gelişmesiyle birlikte birçok kişi fiber lazer kesim makinelerini kullanmaya başlamıştır. İş verimliliğini artırabilir ve kesme etkisi de çok iyidir. Bununla birlikte, yanlış kullanım nedeniyle, kullanım sırasında birçok sorun ve sıkıntı ortaya çıkacaktır.
Bir metal lazer kesim makinesinin lazer çıkış gücü sabit değildir ve işleme ihtiyaçlarına göre gerçek zamanlı ayarlamalar yapmamız gerekir. Bu adım çok önemlidir, çünkü çıkış gücü lazer kesim makinesinin işleme teknolojisi performansı üzerinde doğrudan bir etkiye sahip olabilir, bu da sac keserken lazer kesim makinesinin kesim doğruluğunu ve verimliliğini belirler.
1. Lazer kesim makinesinin çıkış gücü hangi koşullar altında artırılmalıdır?
Lazer kesim makinesinin kesim hızı çok yavaşsa, lazer teknolojisinin çıkış sinyali gücü uygun şekilde artırılarak kesim hızı hızlandırılabilir.
Daha büyük kalınlıktaki malzemeleri keserken, kesme performansını artırmak için lazer çıkış gücü dahili kontrol paneli verileri aracılığıyla artırılabilir.
Yüksek kesme yoğunluğuna ve sertliğine sahip malzemelerin eklenmesi, lazer kesim makinelerinin yüksek performans göstermesini gerektirir. Lazer çıkış gücünü sürekli artırarak ve kesme hızını düşürerek bu sorun etkili bir şekilde çözülebilir.
Bazı özel malzemeler için, kısa odak uzaklığına sahip lenslerin yerine uzun odak uzaklığına sahip lenslere ihtiyaç duyulduğunda, lazer çıkış gücünü artırmak gerekir.
2. Lazer kesim makineleri daha hızlı ve daha iyi kesim gelişimi elde etmek için hata ayıklamayı nasıl geliştirebilir?
Aslında, Çinli otomotiv şirketleri gibi lazer kesim makinelerinin de fabrikadan çıkmadan önce test edilmesi ve hata ayıklanması ve ekipmanı iyi çalışma koşullarında bir sorun olarak korumak için kullanım ve yönetim süreci boyunca bakımının yapılması gerekir. Lazer kesim makinelerinin birçok bileşeni vardır ve bazı parçaların bakım süresi daha kısadır. Örneğin, lensleri korumak için, kesme sıklığına ve çalışma ve çalışma süresine bağlı olarak bunları düzenli olarak güncellememiz gerekir.
2.1 Bir lazer kesim makinesinde hata ayıklama nasıl yapılır?
2.1-1 Kesme verimliliğini artırmak için makine tertibatını ayarlayın.
1. Kılavuz ray: Kılavuz rayı takarken paralel olmalıdır. Kılavuz ray paralel değilse, makine ekipmanının çalışması ve geliştirilmesi sırasında direnç olacaktır. Kesilerek tasarlanan iş parçası tırtıklı kenarlara sahip olacaktır. Bu nedenle, Y ekseni kılavuz rayı sistemin paralelliğini tam olarak sağlamalıdır.
Kiriş ve bağlantı: Makinenin kirişinin ve kaplininin kurulum işlemi sırasında, vidalar sıkılmazsa veya kilitleme eğilirse veya gevşerse, lazer kesim makinesinin kesme etkisini etkileyecektir. Bu nedenle, bileşenlerin kurulum kalitesini ve doğruluğunu sağlamak gerekir.
2.1-2 Kurumsal makinelerin kesim işleme hızını artırmak için lazer makinesi parametrelerinde hata ayıklama.
Kesme işlemi sırasında, makine öğrenme parametrelerini kademeli olarak geliştirmemiz ve ayarlamamız gerekir. Bu durumda, makine parametreleri işletme tarafından uygun şekilde ayarlanmazsa, kesme hızı ve etkisi belirli bir ölçüde etkilenecektir. Fabrikadan çıkarken, her lazer kesim makinesi farklı güç boyutlarına, kesme malzemelerine ve kalınlık verilerine göre tasarım parametrelerini ayarlayabilir ve kaydedebilir. Daha sonraki aşamada, ağ kullanıcılarının ihtiyaçlarına göre ayarlamalar yapılabilir. Parametreleri ayarlarken aşağıdaki noktalara dikkat edilmelidir:
① İlk geliştirme hızı: Adından da anlaşılacağı gibi, bu soru bir makinenin başlangıç hızını belirler. Başlangıç hızı mümkün olduğunca hızlı olmamalıdır, aslında hız çok hızlı olursa makine çok fazla titremeye başlayabilir.
② Hızlandırma: Hızlandırma, bir makinenin ilk geliştirme hızından kurumsal üretim sırasında normal kullanıma kadar hızlanabildiği süreci ifade eder. Benzer şekilde, kesimi sonlandırmaya hazırlanırken, ekonomik bir yavaşlama süreci de vardır. Hızlanma çok düşükse, sosyal makine kesim işleminin hızını etkileyecektir.
2.1-3 Lazer kesim makinesi için hassas ayar yöntemi.
1. Lazerin odak noktası minimuma ayarlandığında, ilk etkisini oluşturmak için atış yapılır ve odak uzaklığı konumu, nokta etkisinin boyutuna göre belirlenir. Lazerin minimum noktasını tanıdığımız sürece, bu konum bilgisi için en uygun işleme odak uzunluğunun elde edildiğine ve işleme kuruluşunun çalışmalarını geliştirmeye ve analiz etmeye başlayabileceğimize inanıyoruz.
İlk bölümde lazer kesim makinesinin hata ayıklamasında, odak uzaklığı konumunun doğruluğunu belirlemek için bazı test kağıtları ve iş parçası üzerinde boşa giden nokta atışları kullanabiliriz. Mobil şirket üzerindeki lazer kafası yüksekliğinin konumu, lazer nokta atışı için kullanıldığında boyut olarak değişecektir. Minimum nokta konumunu bulmak için farklı konumların konumunu birden çok kez ayarlayarak lazer kafasının odak uzunluğunu ve optimum konumunu belirleyin
3. Kesme işlemi sırasında kesme yüzeyinde çapaklar, topaklar ve derin oluklar varsa ne yapılmalıdır?
3.1 Burr Sorunlarının İncelenmesi
Yanlış nozul seçimi, gaz akışını artırmak için daha büyük kalibreli nozullarla değiştirin.
Negatif defokus uyuşmazlığı, alt pozisyona nüfuz etmek için negatif defokusu artırın.
Yetersiz hava basıncı yeterli kesimi engeller, hava basıncını uygun şekilde artırın.
3.2 Tümör kalıntısı sorunlarının giderilmesi
Yanlış nozul seçimi, gaz akışını artırmak için daha büyük kalibreli nozullarla değiştirin.
Uygunsuz hız, aşırı hızın nedeni göz ardı edilemez, hızı yavaşlatın.
Tahtanın kalitesi düşüktür ve daha küçük çaplı nozül cürufu etkili bir şekilde ortadan kaldıramaz. Daha iyi bir tahta seçilmesi tavsiye edilir.
3.3 Kesitsel modellerin derinlemesine incelenmesi
Yanlış nozul seçimi, daha küçük kalibreli nozullarla değiştirin.
Aşırı hava basıncı yanma sırasında çizgilerin ortaya çıkmasına neden olur, bu nedenle hava basıncını uygun şekilde azaltın.
Yanlış hız, çok hızlı veya çok yavaş, şeritlerin yanmasına neden olabilir. Hızı, güç ve hıza uyacak şekilde ayarlamanızı öneririz.
Genel olarak, kesim bölümünün kalitesi birden fazla faktörden etkilenir ve çeşitli değişkenler arasındaki etkileşim bağımsız değildir. Hata ayıklama süreci nispeten karmaşıktır, teknoloji, deneyim ve sabrı test eder.
4. Lazer kesim makinesinin gücü neden azalır?
Eğer bir makine ise, kayıplar olacaktır ve aynı şey metal malzeme lazer kesim makineleri için de geçerlidir. Uzun vadeli geliştirme ve kullanım sürecinde, yavaş kesme hızı, zayıf kesme hassasiyeti ve benzeri gibi az ya da çok bazı kayıpların varlığını kesinlikle etkileyeceğiz. Birçok kişi bunun lazer gücünde bir azalma olması gerektiğini düşünebilir. Aslında, lazer kesim makinesi gücündeki düşüşü etkileyen birçok neden vardır, mutlaka lazer sorunları değildir. Aşağıda, fiber lazer kesim makinesinin güç arızasının nedenleri analiz edilmektedir:
İlk olarak, kesme hassasiyetini etkileyen odak noktası konumu, özellikle de sosyal odak noktasının çapıdır. Odak noktasının çapı, odaklama merceğinin odak derinliği ile doğru orantılıdır. Odaklama merceğinin odak derinliği ne kadar küçükse, odak noktasının çapı da o kadar küçük olur.
İkinci olarak, nozul ile iş parçası arasındaki mesafe de fiber optik lazer kesim makinesinin güç kapasitesini etkiler. Çok uzakta olmak gereksiz kinetik enerji israfına neden olabilirken, çok yakın olmak sıçrayan kesme ürünlerinin dağılımını etkileyebilir. Uygun mesafe 0,8 mm'dir. Başka bir fiber optik lazer kesim makinesi, düz olmayan yüzeyli işlenmiş parçaların kesilmesini sağlamak için esas olarak takip ayarına dayanır. Operasyon ve yönetim süreci sırasında, nozül ile işlenmiş parça arasındaki yükseklik temelde tutarlı değildir.
Üçüncü olarak, kesme hızı ve kesme hızı, fiber lazer kesim makinelerinin gücü üzerinde önemli bir etkiye sahiptir ve kesme hızı, fiber lazer kesim makinesinin gücü ile doğru orantılıdır. Kesme işinin kalitesi, lazer ışını kalitesinin yönetiminin yanı sıra lazer ışını odaklama bilgi sisteminin özellikleriyle de ilgilidir, yani odaklamadan sonra lazer ışınının boyutu, lazer kesim kalitesinin gelişimi üzerinde önemli bir etkiye sahiptir.
Yardımcı gazın boyutu, yardımcı gaz ve gaz basıncı da vardır ve fiber lazer kesim makinesinin gücünü de etkileyen basınçlı hava veya inert gaz kullanılması tercih edilir. İşlenen malzemenin kalınlığı artırılabiliyorsa veya kesme hızı yavaş gelişiyorsa, gaz basıncı uygun şekilde azaltılmalıdır. Daha düşük verimlilikle gaz basıncı kesimi kullanmak kenar buzlanmasını önleyebilir.
Son olarak, ilk dördü hariç tutulursa, lazer gücünde bir azalma olduğu kabul edilir. Uzun süre kullanılan herhangi bir cihaz, bazı bileşenlerde sorunlara ve yaşlanmaya yol açabilir. Lazer, metal lazer kesim makinelerinin temel ve en önemli bileşenidir ve uzun süreli kullanım gücün azalmasına neden olabilir. Yukarıdaki noktalara ek olarak, işleme teknolojisi malzemelerinin performansı, boyutu ve kalınlığı da fiber lazer kesim makinelerinin güç kapasitesini etkileyebilir.